Comment définir une machine-outil de type tour?
Dans la famille Machine outils, je souhaite le tour 
Comment définir une machine-outil de type tour?
 Un tour est une machine outil permettant de fabriquer une pièce mécanique en utilisant le procédé d’usinage.
Un tour est une machine outil permettant de fabriquer une pièce mécanique en utilisant le procédé d’usinage.
L’usinage est une méthode de fabrication consistant à retirer de la matière à l’aide d’un outil afin d’obtenir une pièce ayant la forme, les dimensions et une qualité de surface souhaitée.
Dans le cas du tour, la pièce est en rotation et l’outil est fixe.
Que fait une machine-outil de type tour ?
Pour être plus précis, le tour effectue du tournage qui est un type d’usinage.
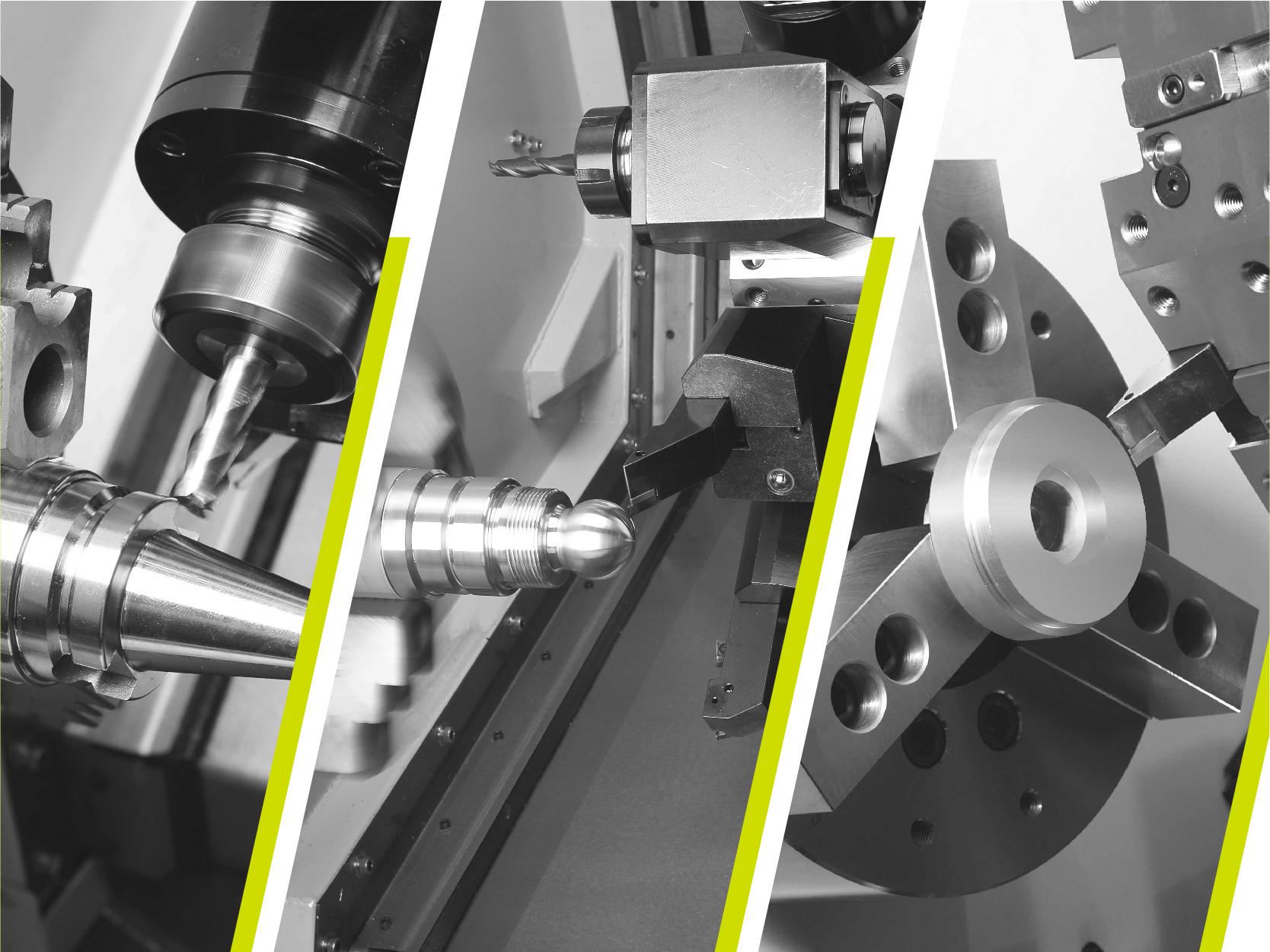
Le tournage consiste à mettre en rotation une pièce généralement de forme cylindrique et d’usiner avec un outil qui est fixé sur une tourelle, qui elle-même est en mouvement.
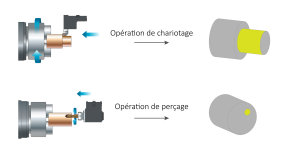
L’outil peut être soit fixe soit tournant.
- Si l’outil est fixe, il peut par exemple effectuer une opération de chariotage
- Si l’outil est tournant, il peut percer.
De quoi est composé un tour à commande numérique?
Un tour est constitué :
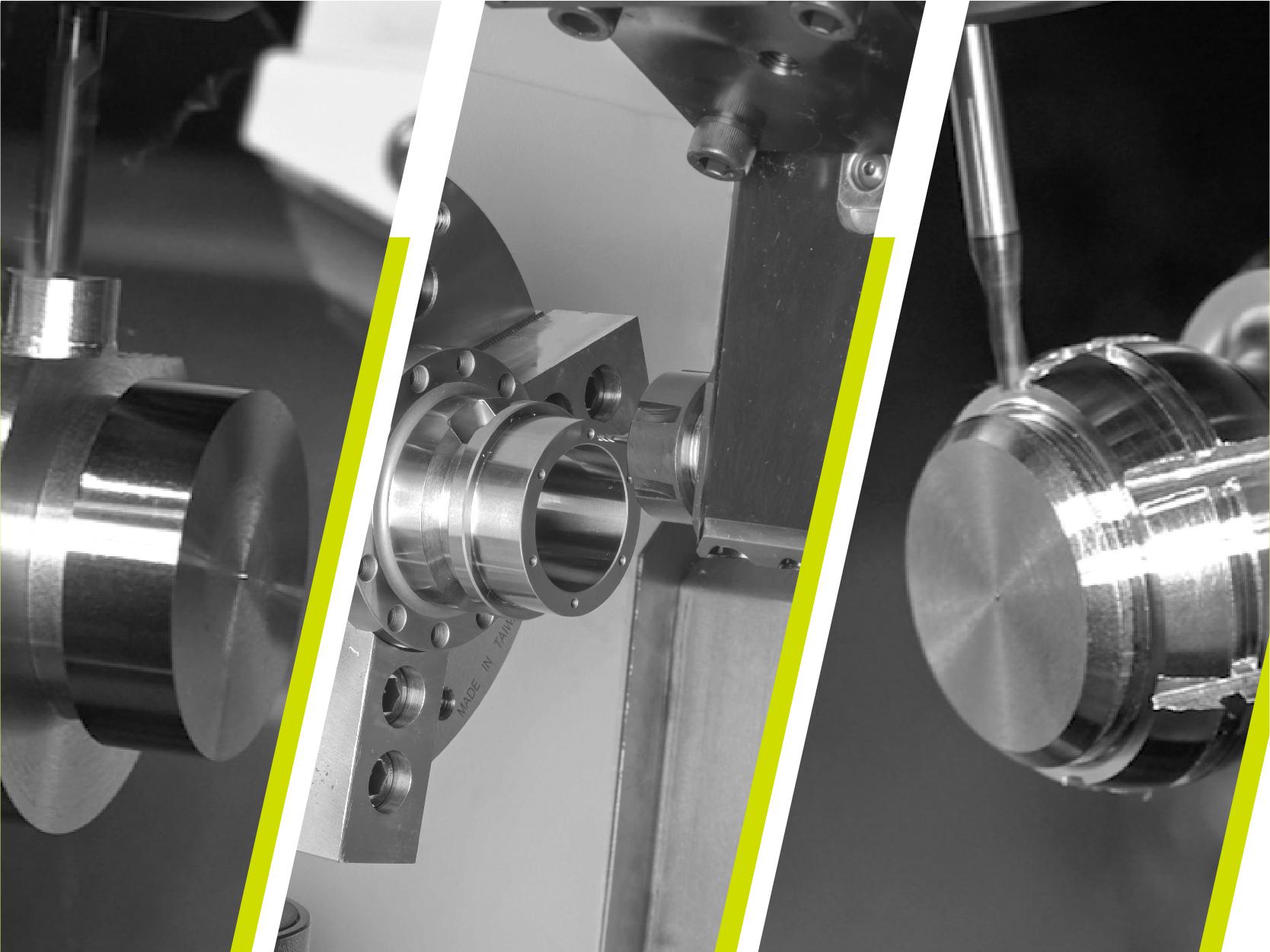
- D’une broche sur laquelle est serrée la pièce par l’intermédiaire d’un mandrin, afin de mettre celle-ci en rotation.
- D’une tourelle qui supporte plusieurs outils. Les outils sont fixés en périphérie de la tourelle. Celle-ci peut s’indexer en différentes positions afin de présenter un outil différent à chaque position d’indexage.
- D’une commande numérique pour piloter le tout
En fonction du besoin, il est possible de rajouter également es éléments suivants :
- Une contre-pointe, qui fait face à la broche et qui permet de supporter l’extrémité de la pièce à l’opposé de la broche. La pièce est généralement serrée sur une petite proportion de celle-ci, et il y a besoin d’un autre point de support.
- Ou une broche de reprise qui fait face à la broche principale. Cette seconde broche permet de serrer la pièce par l’autre extrémité et donc d’usiner la partie gauche de la pièce
- Un système d’arrosage pour évacuer les copeaux générés par l’usinage
- Un système de soufflage qui permet de retirer les copeaux
- Un convoyeur à copeaux qui entraine les copeaux à l‘extérieur de la machine
Quelles sont les grandes familles de machine-outils tour?
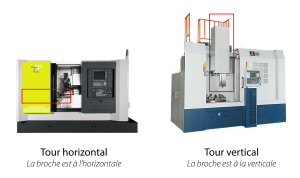
Le tour peut être horizontal (l’axe de la broche est horizontale), ou vertical (l’axe de la broche est verticale).
Il existe de nombreuses variations dans la constitution d’un tour.
Quelques exemples :
-
Tour mono broche
La version la plus simple d’un tour avec une broche et une tourelle.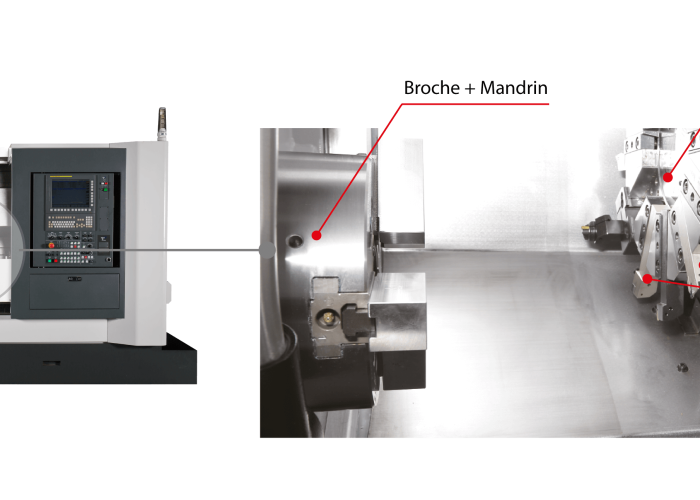
-
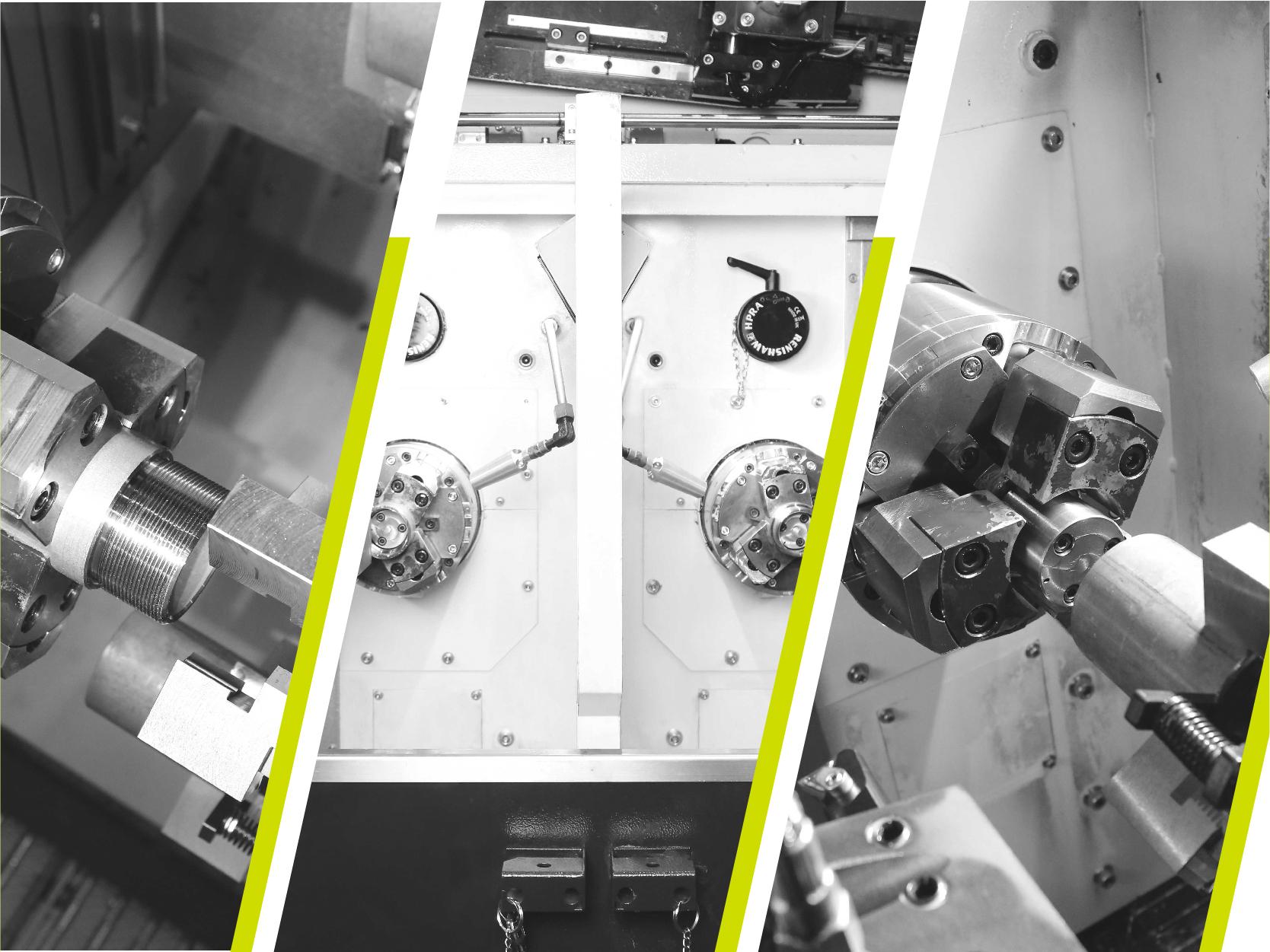
Tour bi-broches frontales
La machine est équipée de deux broches orientées dans le même sens (face à l’opérateur). Pour chaque broche, une tourelle lui est associée.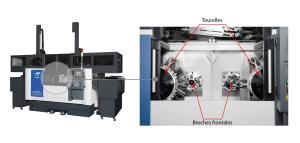
-
Tour bi-tourelles
Ce tour est doté de deux tourelles et de deux broches. Il est possible d’usiner la pièce avec deux outils en même temps. Il existe également des tours à trois tourelles et deux broches (comme sur la photo ci-contre)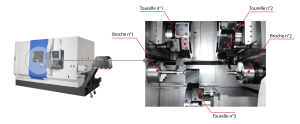
-
Tours à changeur d’outils
La tourelle est remplacée par un porte outil (en général une broche porte outil comme pour un centre d’usinage) et le tour est équipé d’un magasin d’outils et d’un changeur d’outils.
-
Tours de décolletage
Machine très spécifique pour l’usinage des pièces à partir d’une barre cylindrique de grande longueur afin de produire beaucoup d’exemplaires de la même pièce.
Quels sont les axes d’une machine-outil tour ?
Il existe des tours 2, 3 ou 4 axes.
Nous décrivons ici les tours horizontaux.
-
Le tour horizontal 2 axes
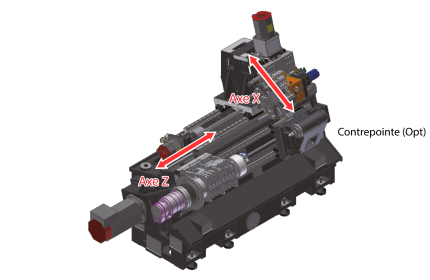 C’est le tour le plus simple. Il permet de réaliser des pièces cylindriques ayant des formes de révolution (comme un tour à bois qui fait des pieds de meubles).
C’est le tour le plus simple. Il permet de réaliser des pièces cylindriques ayant des formes de révolution (comme un tour à bois qui fait des pieds de meubles).
La broche est horizontale et la pièce est serrée dans le mandrin en position horizontale.
La contre-pointe fait face à la broche, elle maintient la pièce en position horizontale en poussant sur la pièce dans le sens opposé à la broche.
L’opérateur, lorsqu’il est face à la machine, voit la broche à sa gauche, la contre-pointe à sa droite et la tourelle en face de lui
Par convention :
- L’axe Z est parallèle à celui de la broche. Son mouvement est horizontal de droite à gauche.
- L’axe X est perpendiculaire à l’axe Z et génère un mouvement d’avant en arrière.
La broche reste fixe (elle ne fait que tourner en entraînant la pièce en rotation) et la tourelle se déplace en X et en Z afin de positionner l’outil au bon endroit par rapport à la pièce qui tourne.
La tourelle est un disque sur lequel sont fixés les outils. Son axe de rotation est parallèle à celui de la broche. Ce plateau a plusieurs positions indexables, qui correspondent à chaque fois à un outil différent. Lorsque l’on veut changer d’outil, on fait tourner le disque de la tourelle.
-
Le tour horizontal 3 axes
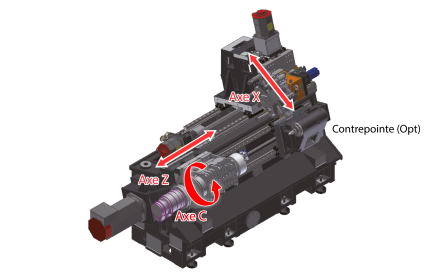 C’est une version un peu plus évoluée d’un tour deux axes :
C’est une version un peu plus évoluée d’un tour deux axes :
- La broche est capable de s’orienter et de rester fixe en une position donnée ou de tourner très lentement. C’est donc un axe C (qui tourne autour de l’axe Z).
- Certains outils de la tourelle peuvent être motorisés et donc être mis en rotation.
Ainsi, il est possible de faire du perçage et du taraudage dans la pièce.
Sans ce 3ème axe, si l’on voulait percer quelques trous (taraudés ou non) et faire un peu de fraisage sur la pièce, il faudrait utiliser un center d’usinage après les opérations de tournage. Le tour 3 axes, permet d’éviter de changer de machine dans ce cas.
-
Le tour horizontal 3 axes et axe Y
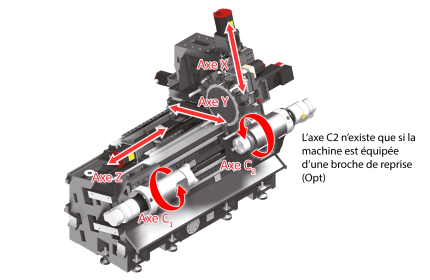 Parfois appelé le tour 4 axes, cette version de tour est un tour 3 axes mais dont la tourelle peut se déplacer selon un axe Y (de haut en bas).
Parfois appelé le tour 4 axes, cette version de tour est un tour 3 axes mais dont la tourelle peut se déplacer selon un axe Y (de haut en bas).
Un tour 3 axes est capable de faire des opérations de fraisage, mais l’axe de l’outil est toujours perpendiculaire à l’axe de rotation de la pièce : si on perce un trou, son axe sera toujours sécant avec l’axe de rotation de la pièce.
Si l’on veut que l’outil soit décalé par rapport à l’axe de rotation de la pièce (au-dessus ou au-dessous), il faut déplacer la tourelle selon l’axe Y.
De la même manière qu’un tour 3 axes, ces machines évitent d’utiliser un centre d’usinage à la suite des opérations de tournage, et permettent de réaliser des pièces de révolution assez complexes, comportant de nombreuses opérations de perçage ou de fraisage.
 Que propose TTGroup France?
Que propose TTGroup France?
TTGroup France, filiale française de TTGroup, vous propose une gamme complète de machine outils des 3 marques principales du groupe.
Tongtai, leader du groupe mais également leader taiwanais de machine outils créé en 1969, a développé une gamme de tours horizontaux.
Honor Seiki est LE spécialiste du tour vertical.